1.1.SiC具有优秀材料特性,适用于高压、高频场景
SiC 具有优秀的材料特性。碳化硅(SiC)是由碳元素和硅元素组成的一种化 合物半导体材料,并和氮化镓(GaN)都具有宽禁带的特性,被称为第三代半导 体材料。由于 SiC 具有宽禁带宽度,从而导致其有高击穿电场强度等材料特性。受益于 SiC 的材料特性,SiC 功率器件具有耐高压、体积小、功耗低、耐高温等 优势。
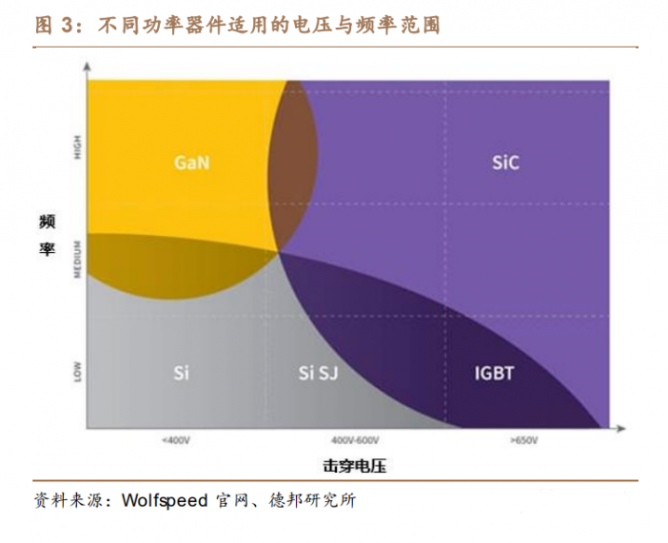
SiC 器件适用于高压、高频应用场景。功率器件可以按照设计结构分为二极 管、MOSFET、IGBT 等,也可以按照产品并联形态分为单管或者模组,还可以 按照衬底材料分为硅基、SiC、GaN功率器件。对比来看,SiC 器件和 IGBT 都可 以在 650V 以上的高压下工作,但 SiC 器件能承受的频率更高。根据感抗和容抗 公式,相同感抗、容抗下,电路频率提升,电容和电感值可以下降,即可以使用 更小体积的电容和电感。SiC 器件需要的被动元器件数量和体积就更小,从而减 小了整个系统的体积。
SiC 产业链主要包括衬底、外延、器件制造、封测等环节。SiC 衬底的制造 过程是首先将碳粉和硅粉在高温下反应得到高纯度 SiC 微粉,然后将其放在单晶 生长炉中高温升华形成 SiC 晶体,最后 SiC 晶体通过晶锭加工、切割、研磨、抛 光和清洗得到 SiC 衬底。根据衬底电阻率的不同,SiC 衬底可以分类为导电型、 半绝缘型衬底。由于衬底具有一定缺陷,不适合在其上直接制造半导体器件,所 以衬底上一般会沉积一层高质量的外延材料。导电型 SiC 衬底上一般再外延一层 SiC,然后用于制作功率器件,而半绝缘型 SiC 衬底上可以外延 GaN材料,用于 制作射频器件。
SiC 衬底是晶圆成本中占比最大的一项。由于SiC衬底加工环节复杂、耗时, 所以其在整个 SiC 晶圆中所占成本比例最高。SiC晶圆的其他加工成本包括外压 以及正面和背面的掺杂、金属化、CMP、清洗等。考虑到SiC材料属于高硬度的 脆性材料,所以在加工、减薄过程中容易比硅晶圆出现更多的翘曲、裂片现象,从而使得目前良率损失占成本比例仍较大。
1.2.SiC衬底是产业链核心环节
SiC 衬底将迎来高速成长,其中导电型衬底占主要地位。按照电阻率的不同, SiC 衬底分为导电型和半绝缘型衬底。由于导电型衬底用于做功率器件,下游应 用更广泛,所以其市场空间也较半绝缘型衬底要大。展望未来,Wolfspeed 预测 2022 年全球 SiC 材料的市场空间在 7 亿美元,而 2026 年将增长到 17 亿美元, 复合增速达到 25%,且其中用于功率器件的导电性衬底仍将占主要地位。
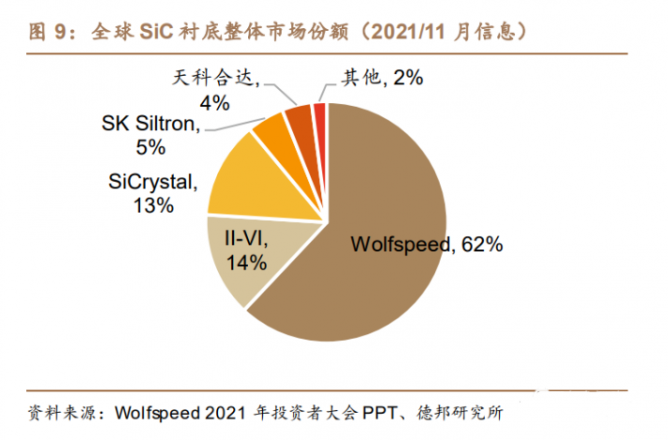
Wolfspeed在 SiC 衬底一家独大,中国厂商迎头赶上。从整个 SiC 衬底市场 来看,因为 Wolfspeed 较早开始 SiC 的研发与生产,所以目前的全球份额领先, 而 II-VI 和 SiCrystal 位居第二梯队,有 10%多的市场份额。接下来的厂商包括 SK Siltron(5%)以及天科合达(4%)。单独看半绝缘型 SiC 衬底市场的话,市场上 的供应商数量较少,呈现 Wolfspeed、II-VI 和山东天岳三足鼎立的格局。考虑到 《瓦森纳协定》中将半绝缘 SiC 衬底等材料对中国等部分国家进行出口限制,国 产半绝缘型衬底厂商有望迎来较好发展。
国产 SiC 衬底与海外的差距逐步缩窄。目前全球的 SiC 衬底量产线主要尺寸 为 6 英寸,而业内头部公司也在往 8 英寸产线发展。例如,Wolfspeed 的第一条 8 英寸 SiC 产线将在 2022 年 Q2 开始生产,标志着全球第一条 8 英寸 SiC 产线的 投产。目前国内的 SiC 衬底产线以 4 英寸为主,部分厂商也开始量产 6 英寸的衬 底。以天岳先进为例,国内 4 英寸产线的量产时间较海外晚 10 年以上,但 6 英 寸的量产时间差距缩小至 7~10 年,反映国产 SiC 衬底技术也在逐步提升。
全球 SiC 从 6英寸往 8英寸发展,有望带动芯片单价下降。正如硅片晶圆从 8 英寸往 12 英寸发展,目前 SiC 晶圆也正在从 6 英寸往 8 英寸发展。更大的晶圆 尺寸可以带来单片芯片数量的提升、提高产出率,以及降低边缘芯片的比例,从 而提升晶圆利用率。例如,Wolfspeed 统计,6 英寸 SiC 晶圆中边缘芯片占比有 14%,而到 8 英寸中占比降低到 7%。随着全球 SiC 晶圆的尺寸扩大,预计将带 动 SiC 芯片单价降低,从而打开应用市场。
国产 8 英寸 SiC 衬底实现小批量生产。8 英寸 SiC 晶体生长的难点在于:8 英寸籽晶的研制、大尺寸带来的温场不均匀和气相原料分布和输运效率问题、应 力加大导致晶体开裂问题。由于这些问题所在,全球第一座 8 英寸 SiC 晶圆厂直 到 2022 年 4 月才开始生产。不过,我国企业也在快速追赶中。烁科晶体宣布在 2022 年 1 月实现 8 英寸 N 型碳化硅衬底小批量生产;中国科学院物理研究所在 2022 年 4 月也宣布成功生长出了单一 4H 晶型的 8 英寸 SiC 晶体。国内 6英寸 SiC 衬底预计仍有较大成长空间。根据中国宽禁带功率半导体及 应用产业联盟的预测,预计 2020-2025 年国内 4 英寸 SiC 晶圆市场逐步从 10 万 片减少至 5 万片,6 英寸晶圆将从 8 万片增长至 20 万片;2025-2030 年,4 英寸晶圆将逐步退出市场,6 英寸增加至 40 万片。
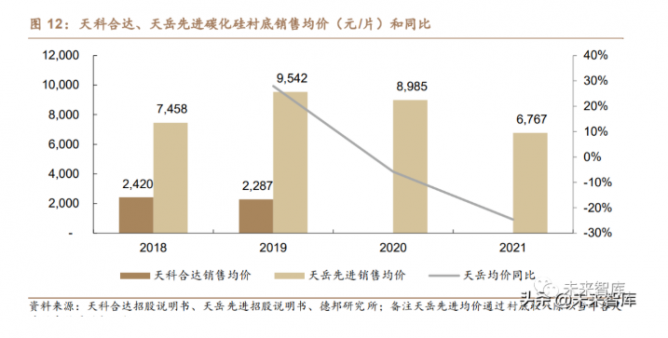
SiC 衬底售价随着出货量提升而逐步下行。2021 年,天岳先进的平均销售价 格为 6767 元/片,较 2020 年同比下降 25%。考虑到目前国产 6 英寸衬底还未大 批量生产,所以预计还会有降价空间。另一方面,半绝缘型 SiC 衬底由于市场供 应商较少,且下游有部分军事装备应用,所以目前售价较高。当前 SiC 衬底售价 较高是良率水平低、晶圆尺寸小、自动化程度低等多因素导致的。随着各厂商提 升工艺、往更大尺寸 SiC 晶圆发展,预计 SiC 衬底售价将逐步下行。
1.3.SiC外延提升器件参数稳定性
外延是指在 SiC 衬底上生长一层或多层外延层。相比衬底,外延材料厚度、 掺杂浓度均匀性好、片间一致性优、缺陷率低,有效提高了下游产品的一致性和 良率。功率器件一般对缺陷密度、高电压及电流耐受度要求高,所以会使用外延 片来进行芯片制造。目前外延常用工艺为化学气相沉积(CVD)法,即通过使用外延炉以及前驱 气体来在 SiC 抛光片上生长外延层。外延中的核心技术包括对外延温度、气流、 时间等参数的精确控制,以使得外延层的缺陷度小,从而提高器件的性能及可靠 性。器件依据不同的设计,所需的外延参数也不同。一般而言,外延的厚度越大, 器件能够承受的电压也就越高。针对 600V~6500V 的应用,SiC 外延层的厚度一 般在 1~40μm。
由于 SiC 外延有一定难度,所以市场上有一些专门做 SiC 外延的厂商,如瀚 天天成、东莞天域等。目前国产 6 英寸 SiC 外延产品已经实现商用化,8 英寸产 品在研制中。
1.4.国产SiC器件在快速追赶海外龙头
SiC 器件制造需要增加高温离子注入、高温退火等步骤,相比硅基器件难度 更大。除了在 SiC 衬底制造上的难点,SiC 器件的制造过程也有一定门槛。因为 碳原子的原子半径是 91pm,小于硅原子的原子半径(在 110pm 以上),所以硅 和碳之间键长更短,键能也就更高(相比硅与硅原子)。衬底元素键能的差异使得 SiC 晶圆制造过程需要更高的温度。例如,传统硅基材料可以用扩散的方式完成 掺杂工艺,但 SiC 需要使用高温离子注入进行掺杂,然后还需要高温退火来修复晶格结构。SiC 的材料特性给器件制造带来了新的难度。从 SiC 的器件形态来看,目前主要分为 SiC 分立二极管、分立晶体管、SiC 和 Si 混合模组、全 SiC 模组等。目前汽车中使用的 SiC 器件多为 SiC 模组,因 为要求高功率会需要并联多个 SiC MOSFET 器件。随着新能源汽车需求的提升, 预计 SiC 模组的市场占比将进一步增大。
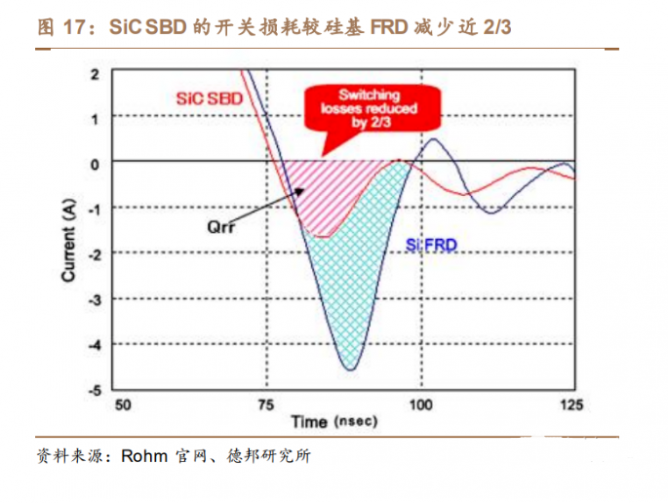
SiC 肖特基二极管相比硅基 FRD 具备优势,目前发展较成熟。SiC 肖特基二 极管(SBD)是最早进入市场的碳化硅功率器件产品,从 2001 年英飞凌首先推 出 SiC 肖特基二极管产品以来,经历 20 年的发展,国内外有多家公司量产 SiC 肖特基二极管系列产品。根据 CASA Research,目前国产 SiC 二极管实现 650V-1700V 全系列批量供货能力,导通电流最高达 50A。
SiC MOSFET 分为平面型和沟槽型,沟槽型是未来发展方向。目前 SiC MOSFET 器件产品中存在两种主流的技术路线方案,即平面型和沟槽型 MOSFET。沟槽型 MOSFET 通过将栅极做成沟槽型,减少栅极所占用的面积,从而减少每个 单元的尺寸,达到减少导通电阻的目的。不过由于这种结构需要开沟槽、工艺复 杂,所以其单元一致性比平面型 MOSFET 要差一点。截至 2021 年,走平面型 MOSFET 技术路线的公司主要有 Wolfspeed、安森美等,而走沟槽型路线的公司 以英飞凌、Rohm 为主。由于沟槽型具有更好的性能表现,预计其是未来发展方 向。
海外厂商的 SiC MOSFET 已经过几轮迭代。自从 2011 年 Wolfspeed 第一代 SiC MOSFET 的推出,海外 10 余家公司量产 SiC MOSFET 系列产品,其中击穿 电压涵盖 650-1700V,单芯片导通电流最高达 100A 以上。随着各厂商产品的迭 代,目前如英飞凌、Rohm 的沟槽型产品可以将导通电阻最低降到 10mΩ 左右, 而以 Wolfspeed 为代表的平面型产品的导通电阻会稍高。国产 SiC MOSFET 在快速追赶。国内 SiC MOSFET 产品参数一般为 650V (120-15mΩ)、1200V(80-17mΩ)。对比来看,国产 SiC MOSFET 的导通电阻 和品质因素表现稍差,不过在快速追赶中。
1.5.SiC制造中长晶环节具有较高壁垒
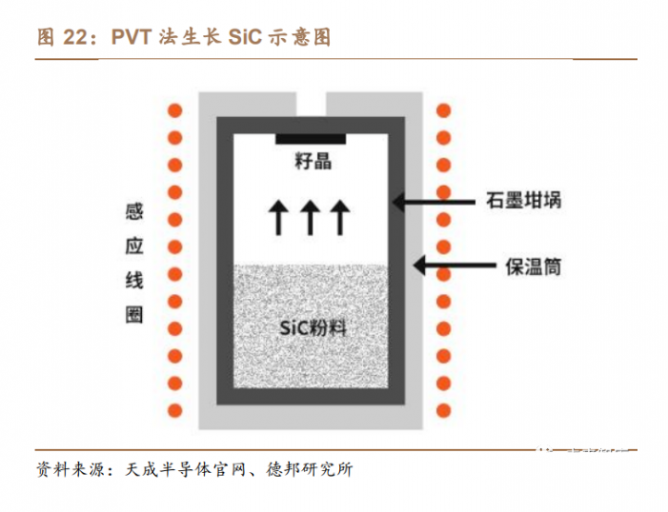
长晶炉是目前 SiC 单晶制备的主要设备。传统硅晶棒大部分是通过直拉单晶 法制备,即将多晶硅原料放在单晶炉中加热融化,然后将籽晶浸入液面后慢慢向 上提拉,形成晶棒。由于 SiC 没有液态,只有气态和固态,所以不能用直拉单晶 的制备方法。目前制备 SiC 单晶的方法主要分为三种技术路线:物理气相运输法 (PVT)、溶液转移法(LPE)、高温化学气相沉积法(HT-CVD)。PVT 法是目前 SiC 单晶生长研究最多、最成熟的技术,被海外主流厂商所采用,而其中使用的 主要设备是长晶炉。
除设备之外,目前SiC衬底在制备中的难点包括:
单晶生长速度慢。硅单晶的生长速度约为 300mm/h,碳化硅单晶的生长 速度约为 0.4mm/h,两者相差近 800 倍。故而,SiC 的单晶长度一般就 几厘米到 10 厘米,一般称为晶锭,而不是像硅棒有 2-3 米的长度。晶棒生长过程中的控制环节。SiC粉末到晶棒的过程中涉及到热场设计、 生长条件控制、缺陷控制等核心技术,是目前主要影响 SiC 良率的环节。例如,碳化硅有多达 250 余种同质异构体,用于制作功率半导体的主要 是 4H-SiC 单晶结构。碳化硅单晶生长过程中,4H晶型生长窗口小,对 温度和气压设计有着严苛标准,生长过程中控制不精确将会得到其他结 构的碳化硅晶体。天岳先进 2020 年的晶棒良率为 51%,虽然较前几年 有所上升,但仍然处于偏低的水平,反映晶棒生产的高门槛。
切磨抛加工能力。由于 SiC 材料硬度大,所以在切磨抛中容易破碎,造 成良率损失或者更长的加工时间。衬底良率一般体现单个半导体级晶棒 经切片加工后产出合格衬底的占比。天岳先进 2020年衬底良率在 70%, 反映晶棒到衬底环节仍有一定损失。
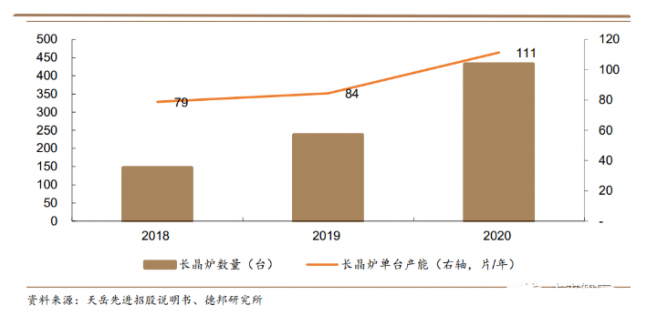
长晶炉的单台产能在逐步提升。根据天岳先进的公告,2020 年其长晶炉的单 台年产能在 111 片衬底,较 2019 年的单台产能增长了 32%,反映长晶炉的生产 效率在逐步提升。由于半绝缘型衬底的厚度一般较导电型衬底更厚,所以长晶炉 生长半绝缘型衬底的产能会小于生产导电型衬底。以天科合达和晶盛机电规划的 投资项目为例,其中衬底以导电型为主,而长晶炉的单台年产能预计为 300~400 片。
SiC 芯片制造设备以 6英寸为主,需要高温离子注入机进行掺杂。在 SiC 衬 底制造环节,除了长晶炉,厂商还需要切割机、研磨机、抛光机和检测设备来帮 助对 SiC 晶体进行加工处理。在 SiC 芯片制造环节,除了传统的晶圆加工用的光 刻机、涂胶显影机、刻蚀机,SiC 还会额外需要高温离子注入机(取代扩散炉) 来完成掺杂。不过由于目前 SiC 晶圆以 6 英寸为主,所以晶圆产线的投资额相对 较低。
2.SiC应用方兴未艾
2.1.SiC器件市场高速发展
SiC市场将迎来高速增长,预计 2021年到 2027年市场规模 CAGR为 34%。根据 Yole 的预测,2021 年全球碳化硅市场规模为 10.9 亿美元,其中主要应用市 场为汽车。到 2027 年,Yole 预计整体 SiC 市场规模达到 63 亿美元,使得 2021 年到 2027 年的复合增速为 34%,其中汽车 SiC 市场预计增长到 50 亿美元,占比 提升到 79%,且复合增速高于行业整体,达到 39%。除汽车之外,能源、工业也 是 SiC 的重要应用下游,预计到 2027 年也分别有 4.6、5.5 亿美元的市场空间。
传统功率器件厂商纷纷布局 SiC。根据 Yole 统计,2021 年全球 SiC 功率器 件市场同比增长 57%。全球从各厂商 SiC 功率器件收入来看,2021 年收入前五 的公司分别是 ST、英飞凌、Wolfspeed、Rohm、安森美。这五家头部企业目前 都采用垂直一体化整合模式,即 SiC 业务覆盖从衬底生产到器件制造的全流程。SiC 器件在部分应用中已经开始大规模出货。目前 SiC 器件已经在汽车、充 电桩、光伏逆变器、轨道交通等下游中都得到了商业化应用,其中电动车电驱中 的 650V SiC 模组已经大批量出货,而 Yole 预计 1200V 模组产品预计将在未来 1-2 年在光伏逆变器中开始上量。
2.2.新能源汽车是SiC的主要应用场景
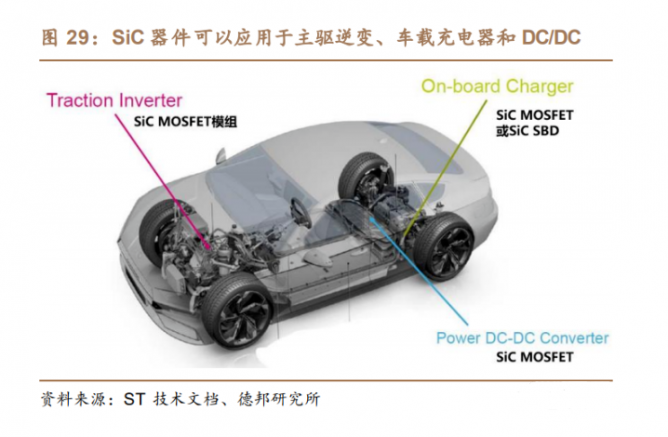
电驱逆变器是 SiC 在汽车上的主要应用领域。在新能源汽车上,SiC 应用的 主要领域是电驱逆变器、车载充电机(OBC)和直流电压转换器(DC/DC)。根 据 Wolfspeed 的预测,到 2026 年,逆变器应用占汽车 SiC 器件市场的 80%以上, 是其中最为重要的应用领域。SiC 器件应用于电驱逆变器中,能够显著降低电力 电子系统的体积、重量和成本,并提高功率密度;应用于车载充电机和 DC/DC 系 统,能够降低开关损耗、提高极限工作温度、提升系统效率。除此之外,SiC 也 可以应用于新能源汽车充电桩上,达到减小充电桩体积、提高充电速度的效果。
电动车通过使用 SiC 逆变器可以提升效率、增加电池续航。在电驱逆变器中 使用 SiC 器件的优势一方面在于损耗降低和效率的提升,另一方面在于整个系统 成本的降低。具体来说:减小逆变器体积和重量。因为 SiC 器件自身芯片面积会减小,且其工作频率高,可以节省外围的被动元器件,从而 SiC 模块体积会小于 IGBT 模块;SiC散热性好,也减少了冷却系统的体积。据ST估计,SiC MOSFET 的逆变器封装尺寸比硅基 IGBT 的减少 50%以上。
提升逆变器效率,增加续航。ST 估计,在一个电动车平均运行状态(15% 负载)下,SiC 逆变器的效率比 IGBT 逆变器高 3.4%。与一个 85kWh 电池的硅基 IGBT 方案对比,SiC 方案的同等续航电池容量只需要 82.1kWh,相当于节省了 435 美元的电池成本(按 150$/kWh 的电池成 本计算)。这也意味着在同样电池容量下,SiC 方案可以提升电动车的续 航。
越来越多的车型开始搭载 SiC 功率器件。随着特斯拉在 Model 3 的主逆变器 中首次采用全 SiC 功率器件,越来越多的厂商开始发布搭载 SiC 器件的车型,包 括比亚迪、蔚来、小鹏、丰田、奔驰等。通过搭载 SiC 器件,这些新发布的车型 可以实现更小的逆变器和车载充电机、更高的逆变效率、更高功率密度,从而提 升汽车驱动功率、充电速度以及续航。考虑到蔚来、小鹏等搭载 SiC 车型将在 2022 下半年开始交付,预计车规 SiC 器件将迎来放量。
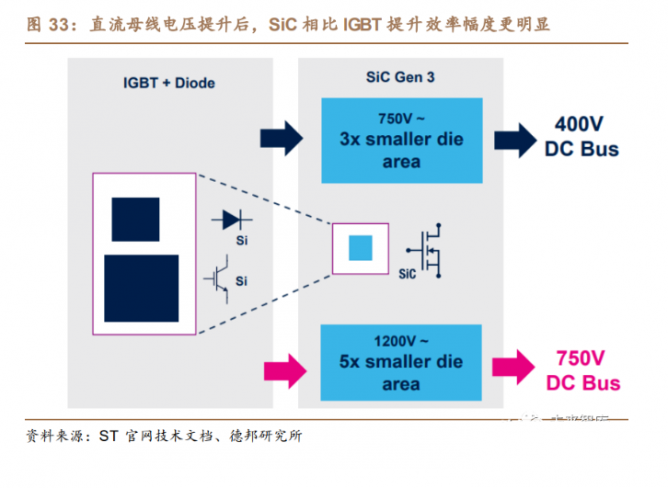
800V 电压可以明显提升电动车充电速度。以小鹏 G9 车型为例,其是国内首 款基于 800V碳化硅平台的车型,预计将于 2022 年开始交付。高压碳化硅平台使 得小鹏可以推出 480kW 的超级充电桩技术,而 480kW 的充电功率可以使得一个 100kWh 电池包的充满时间只要 10 多分钟,真正解决电动车充电焦虑问题。高电压等级下,SiC 的效率提升优势将更明显。根据 ST 的数据,在 400V电 压平台下,SiC 能够比硅基 IGBT 器件拥有 2%~4%的效率提升,而在 750V电压 平台下其效率提升幅度则可增大至 3.5%~8%。当汽车平台选择更高电压等级时, SiC 的优势将更明显,所以我们预计 SiC 器件会逐步在高压平台、以及 400V 高 性能车型上得到应用。
2.3.SiC器件提升光伏逆变器的转换效率
光伏逆变器中的开关电路和续流二极管都可以使用 SiC 器件。逆变器电路中 的功率器件分为两大类:开关器件和续流二极管。开关器件用来控制电路的通断, 将直流逆变为交流。续流二极管(可选用快恢复二极管或者肖特基二极管)并联 在开关器件上,为感性负载上的电流提供通路。这两部分电路都可以通过使用 SiC 器件来降低损耗。SiC 器件可以提升逆变器的效率。通过组合 Si 和 SiC 器件的使用,目前逆变 器的电路有多种方案,包括:1)全硅基型,是全部使用硅基器件,包括 IGBT、 二极管;2)混合型,是混合使用硅基与 SiC 器件,例如 Si IGBT+SiC 二极管, 或 Si IGBT+SiC MOSFET;3)全 SiC 型,是全部使用 SiC MOSFET 或者 SiC 二极管。从表现来看,使用全 SiC 的逆变器在逆变效率上好于混合型,而全硅基 型的效率表现弱于前两类逆变器。
应用于光伏领域的 SiC 器件发展逐渐成熟。SiC 肖特基二极管早在 2001 年 就被英飞凌推出,然后在 2017 年左右,SiC MOSFET 产品也得到量产。近几年, 应用于光伏领域的SiC和 Si的混合型模块以及全SiC模块都相继推出。例如,2019 年,英飞凌推出应用于光伏的 EasyPack 3B 模块,采用 IGBT 模块和 SiC 肖特基 二极管,应用于如阳光电源 SG250HX 逆变器中。SiC 器件发展逐渐成熟。
2.4.轨交中SiC器件逐步得到应用
SiC 器件可以降低轨道交通的能耗。轨道交通车辆中的牵引变流器、辅助变 流器、变压器、充电机是主要使用功率半导体的地方,其中牵引系统是轨交主要 耗电之处。根据中国轨道交通网的数据,牵引用电占城市轨道交通总用电的 50% 以上。SiC 器件的优势就在于提高效率、减少能耗。根据中国城市轨道交通协会 的评估,深圳地铁和中车株洲电力机车研究所联合研制的全碳化硅牵引逆变器能 耗比硅基 IGBT 降低 10%以上,牵引电机在中低速段噪声下降 5dB 以上。国产 SiC 器件在轨交上逐步得到应用。在 SiC 应用方面,日本地铁较早开始 使用 SiC 肖特基二极管以及全 SiC 功率模块在牵引逆变器上。中车时代电气是国 产轨交 SiC 器件较领先的企业,在 2017 年就在 3300V/500A SiC 混合模块上取得 研发进展。目前国产 SiC 模块已经用于深圳地铁 1 号线、苏州轨交 3 号线等轨交 车辆上。
3.SiC持续降本,在高压领域更具系统成本优势
3.1.SiC与硅基器件价差逐渐缩小
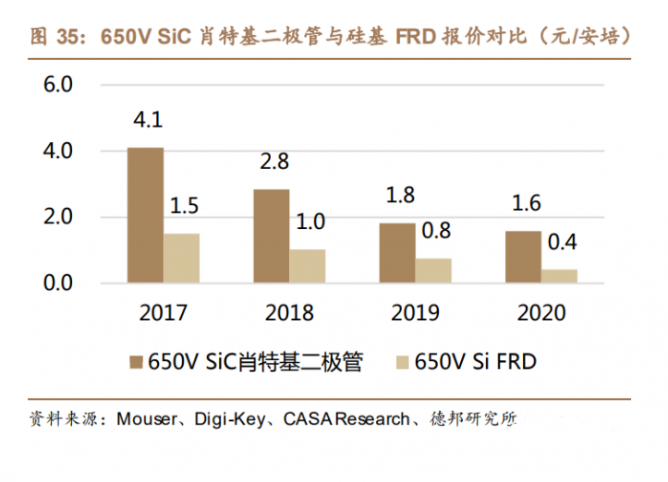
SiC 器件的报价在持续下降,并与硅基器件价差逐渐缩小。根据 CASA Research 统计的半导体器件经销商网上平均报价(元/安培)来看,SiC 肖特基二 极管(SBD)以及 SiC MOSFET 器件近年来在逐步下降,其中 650V SiC SBD 报 价在 2018~2020 年的复合降幅达到 25%,而 650V SiC MOSFET 的复合降幅为 32%。由于 SiC 器件价格的下降,其与硅基器件的价差也在逐渐缩小。SiC 器件的实际成交价与硅基器件差距缩小至 2~3倍区间。相比于经销商的 公开报价,半导体器件的实际成交价一般要更低。根据 CASAResearch 的调研, 2020 年底,650V SiC SBD 的实际成交价格约 0.7 元/安培,1200V SiC SBD 的 成交价格约 1.2 元/A。SiC 器件的实际成交价基本约为公开报价的 60%-70%,且 较上一年下降了 20%左右。从实际成交价来看,SiC 器件与硅基器件的价格差距 预计缩小至 2~3 倍区间。
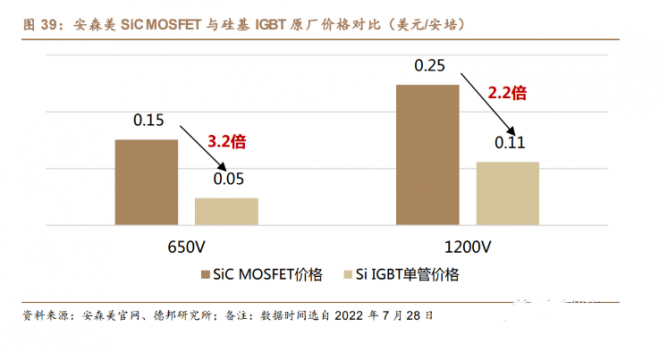
预计 SiC 器件在高电压场景中先具备替代优势。从安森美的功率器件原厂价 格对比来看,目前其 650V SiC MOSFET 价格比同电压的硅基 IGBT 单管要贵 3.2 倍,而 1200V SiC MOSFET 比同电压的 IGBT 单管价格差距就缩小至 2.2 倍。这 反映在高电压等级下,SiC 器件的价格与硅基的差距更小。考虑到 SiC 对系统成 本的减少,例如减少散热组价和缩小体积,我们预计在高电压场景下,SiC 已出 现替换硅基器件的优势。华为预计 2025 年前碳化硅价格逐渐于硅持平。华为在《数字能源 2030》中指出,以碳化硅为代表的第三代半导体功率芯片和器件能够大幅提升各类电力电 子设备的能量密度,提高电能转换效率,降低损耗,渗透率将在未来全面提升;碳化硅的瓶颈当前主要在于衬底成本高,预计未来 2025 年前,其价格会逐渐降 为硅持平。
3.2.汽车应用带动SiC晶圆需求保持迅猛增长
SiC 晶圆需求预计将爆发增长。TrendForce 预估,随着电动汽车渗透率的不 断提升,以及整车架构逐渐朝向 800V等更高压的方向发展,2025 年电动汽车市 场对 6 英寸 SiC 晶圆的需求量将达 169 万片,较目前有数倍的成长。虽然行业领 先者在 2022 年已经开始生产 8 英寸 SiC 衬底,但考虑到良率和爬坡时间,预计 6 英寸 SiC 晶圆在未来几年仍将占据主流。SiC 功率器件市场未来 4 年复合增速预计为 29%,汽车应用贡献主要增长。Wolfspeed 预估在 2022 年,全球 SiC 功率器件市场规模在 22 亿美元,其中工业 和能源市场有 6 亿美元,而汽车市场有 16 亿美元。随着汽车电动化、快速充电设 施的发展、光伏及工业应用对电路效率提升的需求,预计全球 SiC 功率器件市场 到 2026 年增长为 60 亿美元的规模,其中工业和能源市场为 14 亿美元,而汽车 市场将大幅增长至 46 亿美元。
4.重点企业分析
4.1.天岳先进
国内半绝缘型碳化硅衬底龙头。山东天岳先进科技股份有限公司成立于 2010 年,是一家专注于碳化硅衬底的公司。公司先后承担多个国家项目,在碳化硅衬 底领域走在国内前列。目前公司产品包括半绝缘型和导电型碳化硅衬底。根据 Yole 统计,2021 年公司在半绝缘碳化硅衬底的市场占有率连续三年保持全球前三。除 了衬底,公司对碳化硅外延也有布局。导电型碳化硅衬底建设将完善天岳的碳化硅布局。公司目前在山东济南、济 宁建立碳化硅衬底生产基地,主要生产半绝缘型衬底;在上海投资建设 6 英寸导 电型碳化硅衬底材料,预计将于 2022 年三季度实现一期项目投产。天岳的导电 型衬底项目计划于 2026 年达产,达产后将新增碳化硅衬底产能约 30 万片/年。
4.2.天科合达
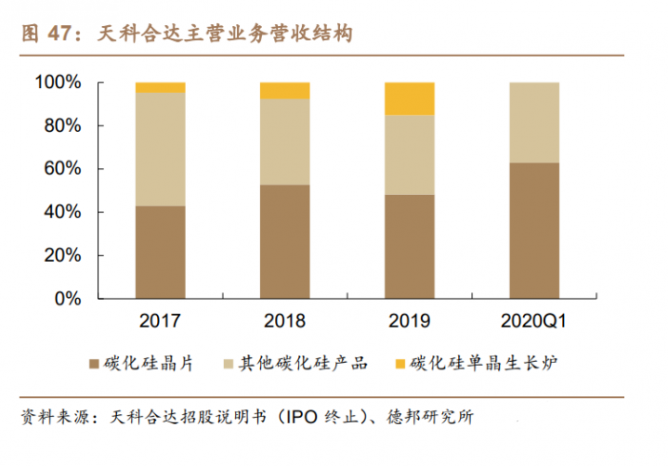
国内导电型碳化硅衬底龙头。天科合达成立于 2006 年,在国内最早建立了 完整的碳化硅晶片生产线。公司在国内率先成功研制 6 英寸碳化硅衬底,并已实 现 2 英寸至 6 英寸的碳化硅晶片的规模化生产和销售。公司先后承担和参与多项 国家重大科研项目,并先后起草或参与起草多项现行国家标准和行业标准。公司 目前的产品主要包括碳化硅衬底、其他碳化硅产品(主要是宝石晶体)、碳化硅单 晶生长炉等。根据 Yole 统计,2018 年公司导电型碳化硅衬底的全球市场占有率 为 1.7%,排名全球第六、国内第一。根据 Wolfspeed 2021 年数据,天科合达在 全球碳化硅衬底市占率为 4%,排名全球第五、国内第一。
2020 年 8 月,天科合达的第三代半导体碳化硅衬底产业化基地建设项目在北 京市大兴区顺利开工,总投资约 9.5 亿元人民币,总建筑面积 5.5 万平方米,新 建一条 400 台/套碳化硅单晶生长炉及其配套切、磨、抛加工设备的碳化硅衬底生 产线,项目计划于 2022 年年初完工投产,建成后可年产碳化硅衬底 12 万片。
4.3.斯达半导
国内 IGBT 龙头,新能源业务占比快速提升。根据 Omdia 统计,2020 年, 斯达半导 IGBT 模块的全球份额排名全球第六位,在国内企业中排名第一位。2021 年,斯达半导新能源业务营收同比增长 166%,从而使得该业务主营收入占比从 2020 年的 22%提升到 34%。预计电动车的渗透率提升将带动斯达新能源业务的 快速发展。
自建 SiC 模块+芯片产能,乘上行业发展东风。预见到 SiC 功率模块市场会 迅速增长,公司 2020年底开始投资建设年产 8万颗车规级全 SiC功率模块产线, 且目前已经获得国内外多家著名车企和 Tier1 客户的项目定点。例如,2020 年 6 月,宇通客车宣布和斯达半导体合作开发 SiC 的商用车电控方案。除了 SiC 模块 产线的建设外,公司于 2021 年非公开发行募资 35 亿元,并将投资 5 亿元于 6 英 寸 SiC 芯片生产项目。当公司自建的芯片产能投产后,将帮助公司完成从芯片到 器件的垂直整合,更好地抓住 SiC 器件市场的发展机遇。
4.4.露笑科技
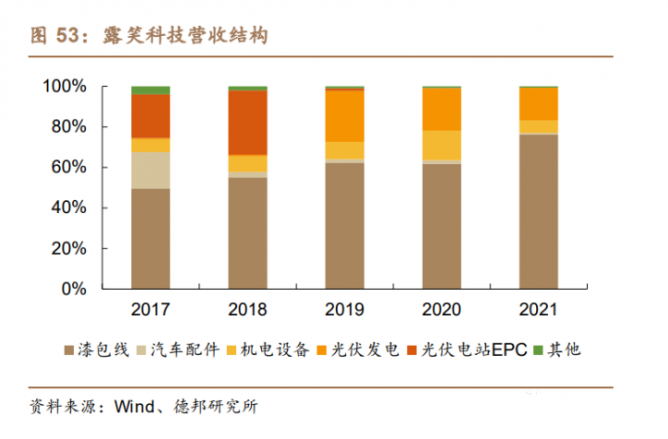
露笑科技布局碳化硅长晶炉以及衬底。露笑科技主营业务是铜芯、铝芯电磁 线的生产与销售。公司与产业资本共同投资成立了露笑半导体材料有限公司,以 进行碳化硅晶体生长、衬底片和外延片研发、生产和销售。除了布局碳化硅衬底 业务,公司也具备碳化硅长晶炉的生产能力。
与天域半导体签订框架协议,有望增强公司衬底实力。截至 2021 年底,公 司已经完成衬底片加工车间建设并投入使用,且具备年产 10 万片的产能规模。预 计到 2022 年底,公司可以实现 5000 片/月的碳化硅衬底片供货能力。2021 年 11 月,公司控股子公司露笑半导体与天域半导体签订战略合作框架协议。协议内容 为天域半导体优先使用露笑半导体生产的 6 英寸碳化硅导电衬底,且 2022~2024 年露笑半导体需为天域半导体预留产能不少于 15 万片。天域半导体是国内进行碳 化硅外延片生产的主要公司,预计该合作可以帮助露笑半导体提升衬底生产水平。
4.5.东尼电子
东尼科技专注于超微细合金线材、金属基复合材料及其它新材料的应用研发、 生产与销售,产品主要应用于消费电子、太阳能光伏、医疗、新能源汽车四大领 域。公司的超微细电子线材、无线充电隔磁材料主要应用于消费电子行业;金刚 石切割线、节能型太阳能胶膜主要应用于光伏行业;线束主要应用于医疗及汽车 行业;极耳、铝塑膜主要应用于新能源汽车行业。
公司碳化硅样片已获得下游良好反馈。2021 年 4 月,东尼科技发布 2021 年 度非公开发行 A股股票预案公告,拟集资金投资建设碳化硅半导体材料等项目, 其中碳化硅材料项目投资总额为 4.69 亿元,规划建设年产 12 万片碳化硅衬底材 料,建设期为 36 个月。根据公司公告,公司碳化硅项目从 2017 开始储备研发, 技术主要来源于美国、日本,研发团队来自中国台湾;2022 年 4 月,公司的碳化 硅 500 片样片已交付,获得下游良好反馈。
来源德邦证券