理想的导热材料必须具备高的导热系数( Thermal conductivity,TC)、低的热膨胀系数(Coefficient of thermal expansion,CTE)、足够的机械强度以及低的成本。传统的导热材料按照其组成可分为:陶瓷导热材料(Ceramic thermal conductive material,CTCM)、聚合物导热材料 ( Polymer thermal conductive material,PTCM) 和金属导热材料(metallic thermal conductive material,MTCM)。
CTCM 具有高的致密性、低的热膨胀系数和高的机械强度。常见的 CTCM 主要有 Al2O3、SiC、BeO和 AlN等,其热学性能如表 1 和图 1 所示。尽管 CTCM 热膨胀系数低,但是其热导率也较低,且陶瓷的加工成型难度较大,这限制了 CTCM 的广泛应用。
表 1 常见导热材料的热导率和热膨胀系数
PTCM 具有好的密封性、低的密度、良好的加工性能和低的生产成本等。最常见的 PTCM 为环氧树脂,其热学性能见表 1 和图 1。PTCM 热导率低(<2 W/(m·K)),热膨胀系数较大,稳定性差,因此聚合物导热材料不能满足高导热的需求,一般可应用于导热要求不高的封装材料。
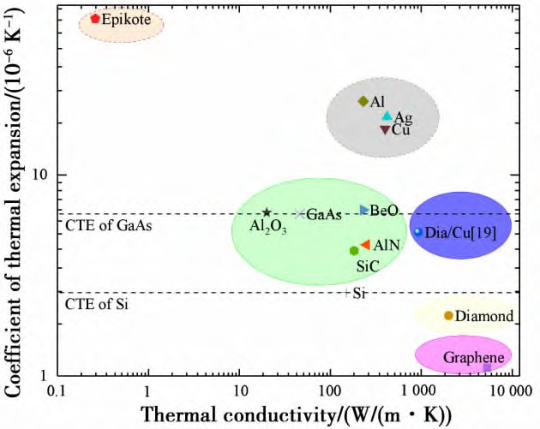
图 1 常见导热材料的热导率和热膨胀系数
MTCM 的热导率一般比聚合物和陶瓷导热材料的高,这是因为大量的自由电子存在于金属中,可以使热量的传递更迅速。MTCM 易加工、成本低。常见的 MTCM 有铜、铝、银等,其热学性能见表 1 和图 1。MTCM 热导率高,但其热膨胀系数与半导体的不匹配限制了其应用。
目前单一组分的传统导热材料已经无法满足电子产品对高热导率和低热膨胀系数的需求,而金属基复合导热材料兼具金属基体和增强相的优点,具有高的热导率、可调的热膨胀系数和良好的力学性能,因而越来越受到研究者的关注。
常见材料的热导率和热膨胀系数见表 1,从表 1 中可知,石墨烯、金刚石等可以作为复合材料的增强体,银、铜、铝等可作为基体。热导率最高的物质为石墨烯,其热导率最高为 5300 W/(m·K),热膨胀系数为 -7×10-6 K-1,其作为增强体有利于提高复合材料的热导率,但石墨烯热学性能存在严重的各项异性,限制了其作为增强体制备高导热复合材料的应用。
Huang 等采用真空热压烧结方法制备了石墨片/铝基复合材料样品,该材料在平行于石墨片方向上的热导率高达 902 W/(m·K),但其在垂直于石墨片平面方向的热导率仅为 23.8~73 W/(m·K),且复合材料在垂直于石墨片方向上的强度极低。金刚石的热导率最高可达 2000 W/(m·K),热膨胀系数仅为 2×10-6K-1,且性能各向同性,其逐渐成为导热复合材料增强体的研究热点。
Li 等采用溶体浸渗法将 Cu-Zr 合金与金刚石预制件复合,制备的复合材料热导率可达 930 W/(m·K),常温下热膨胀系数为 5.2×10-6 K-1,热物性能十分优异。在基体材料的选择中,兼顾高的热导率、低的热膨胀系数、低的生产成本等因素,铜无疑是最合适的高热导率复合材料的基体。
金刚石/铜复合材料(Diamond/copper composites,Dia/Cu)综合了金刚石的超高热导率和铜基体的低成本、易加工和高热导率,在高导热材料应用方面具有巨大的潜在价值,已经成为高导热材料研究的热点。但是通常金刚石和铜的界面结合情况较差,即使熔融的铜也很难润湿金刚石,在不施加高压(≥1GPa) 的条件下,Dia/Cu 界面空隙的存在会导致其热导率低于纯铜的热导率,因此界面问题已经成为高导热 Dia/Cu 研究的重点。
本文从高导热金刚石/铜复合材料的制备和界面调控两方面进行了总结,并对金刚石/铜复合材料未来的发展方向进行了展望。
金刚石/铜复合材料的制备技术
金刚石/铜复合材料的制备技术主要包括高温高压法(High-temperature high-pressure sintering,HTHP)、真空热压烧结法(Vacuum hot-pressing sintering,VHPS)、放电等离子烧结法(Spark plasma sintering,SPS)和熔体浸渗法(Infiltration)等。
1.1 高温高压烧结法
高温高压法(HTHP)是将混合的粉末填入模具中,在高温高压的作用下短时间内制备出复合材料的方法。在高温高压作用下,粉末更易进行流动传质和扩散,烧结时间短,制备的材料致密度高。
Pope采用高温高压法制备的金刚石/铜复合材料热导率高达 920 W/(m·K),在高温高压下金刚石与铜难润湿的情况得到改善,这是由于金刚石二次形核、重结晶形成了金刚石-金刚石骨架。
在此启发下,Yoshida 等在约 1200℃、4.5 GPa 的条件下制备的 Dia/Cu 的热导率最高为 742 W/(m·K);Ekimov等在8 GPa、1000~1800℃的条件下制备的 Dia/Cu 的热导率最高为 900 W/(m·K);Chen 等在 1200℃、6 GPa 的条件下烧结 10 min 得到的烧结体的最大热导率为 750 W/(m·K);He等在 1500℃ 、5 GPa 的条件下烧结 10 min 得到的烧结体的最大热导率为 677 W/(m·K)。
高温高压法制备的金刚石 /铜复合材料致密度高,形成的金刚石骨架有助于导热。但 HTHP 对模具要求极高,制备的样品尺寸小、成本高,因此目前还难以被广泛应用。与高温高压法相比,真空热压烧结设备简单,模具要求低,烧结产品尺寸更大。
1.2 真空热压烧结法
真空热压烧结法(VHPS) 是粉末冶金方法的一种,通过将混合粉末放入模具,在真空热压炉内经历加热、加压、保压、冷却、脱模等过程来制备复合材料。真空热压烧结设备由真空系统、加压系统和加热系统三部分组成,设备示意图如图 2 所示。
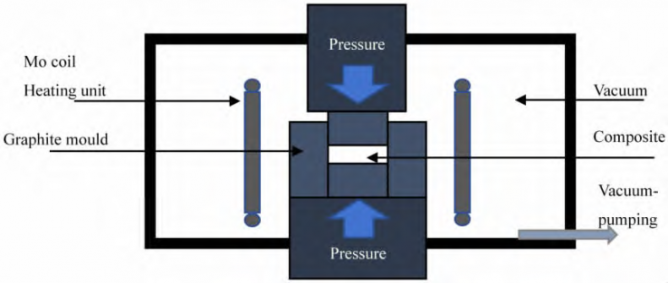
图 2 真空热压烧结炉示意图
Shen 等通过真空热压烧结制备了金刚石/铜合金复合材料,其相对密度、热学性能随金刚石体积含量 (0%~20%)的增加而降低。当金刚石体积分数为 5% 时,制备的Dia/Cu 热导率最高为 455 W/(m·K)。
Rape 等增加金刚石的体积分数到 40%,并在铜基体中添加了少量的 Zr,有效改善了 Dia/Cu 界面,复合材料热导率可达 553 W/(m·K)。在此基础上,Chu 等增加金刚石的体积分数到 55%,研究了 Dia/Cu 界面过渡层、热导率等与 Zr 的质量分数(0.8%~2.4%)的关系。结果表明,当 Zr 的含量增加时,界面过渡层逐渐变厚,热导率呈先提高后降低的趋势;当 Zr 的添加量为1.2%时,980℃、40 MPa 下保温 20 min 制备的 Dia/Cu 的界面厚度约为 320 nm,对应的热导率最高为 615 W/( m·K)。
Schubert 等研究了真空热压烧结工艺中,在铜基体中引入的不同元素(Zr、B、Al、Ti、Cr)对复合材料的影响,结果表明引入 Cr 和 B 元素制备的 Dia/Cu 的热导率最高约为 640 W/(m·K)。
而 Zhang 等采用 VHPS 在 900℃、80 MPa 下保温 30 min 制备了 Dia/Cu,并在金刚石颗粒上设计双层结构(用热粉末覆盖烧结法镀覆内钨层,再用化学沉积法镀覆外铜层),研究了其对 Dia/Cu 结构和性能的影响。结果表明,在金刚石双镀层的作用下,Dia/Cu 热导率提高到了 721 W/(m·K)。
真空热压烧结具有烧结过程中温度均匀、升降温速度缓慢、可有效降低复合材料在烧结过程中产生热应力的优点,而且复合材料的成分更易控制。但是 VHPS 受模具的限制,其压力一般在 100 MPa 以下,铜与金刚石界面结合程度的提升有限,对烧结参数的控制和活性元素的选择与添加要求较高。VHPS 的制备效率也较低,其制备优异热性能的 Dia/Cu具有一定挑战。与真空热压烧结法相比、放电等离子烧结是一种新兴、快速、高效的复合材料制备方法。
1.3 放电等离子烧结法
放电等离子烧结法(SPS)是使粉末在脉冲电流和轴向压力共同作用下通过瞬间火花放电产生的等离子体进行烧结的方法,其设备如图 3 所示。SPS 烧结时火花放电点的均匀分布使样品均匀受热、快速扩散,制备的材料均匀致密,适用于致密化困难的复合材料的烧结。
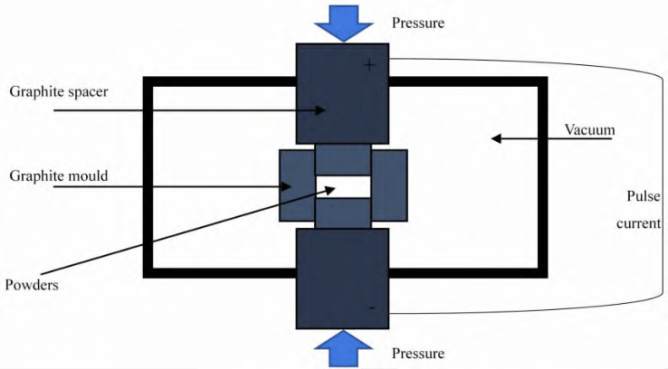
图 3 放电等离子烧结示意图
Zhang 等采用放电等离子烧在 970℃ 、40 MPa 保温10 min 条件下制备的金刚石/铜复合材料的热导率为 493 W/(m·K),复合材料导热性能的提高主要是因为金刚石表面金属化形成了约 285 nm 厚的均匀 TiC 过渡层。
Ren等使用真空微蒸镀在金刚石表面镀覆 600~900 nm 厚的Cr 层,并通过 SPS 在 930~950℃ 、37~43 MPa 保温 15~22 min的条件下制备了 Dia/Cu 复合材料,其热导率最高为 657 W/(m·K)。
Schubert 等采用同样方法制备的 Dia/Cu 的界面处生成了合适厚度的 Cr3C2 层,增强了 Dia/Cu 界面结合程度,热导率达到 640 W/(m·K)。Ciupiński 等使用 SPS 制备的 Dia/Cu 的热导率可达 687 W/(m·K),对应的 Cr3C2 过渡层最佳厚度为 81 nm。
放电等离子烧结升、降温快,烧结温度相对低,效率高。通常 Dia/Cu 的烧结温度为 800~970℃ ,不会超过铜的熔点,在该温度范围内的烧结模具一般为石墨模具,石墨模具的断裂强度小于 100 MPa,故烧结压力一般为 50~80 MPa,在该烧结压力范围内复合材料很难变得完全致密,材料内部的空隙会增大热阻,降低 Dia/Cu 的热导率。因此 SPS 制备金刚石/铜复合材料的未来研究方向应包括:耐高温、高强度磨具的开发与选择,烧结过程中界面成分与界面厚度的控制以及研究金刚石/铜复合材料的热变形行为,从而提高复合材料的致密性。
1.4 熔体浸渗法
熔体浸渗法(Infiltration)是将加热到熔融态的基体渗透到熔点更高的增强体间隙中,再冷却、凝固来制备复合材料的方法,其中增强体的间隙即是基体的体积分数。熔渗可分为无压熔体浸渗法(Pressureless infiltration,PLI) 与压力熔体浸渗法(Pressure infiltration,PI)。
无压熔体浸渗法(PLI)是指熔融态基体在无外力的情况下,主要依靠毛细管力渗透到增强体预制件的孔隙中制备复合材料的方法。该法一般采用粘结剂将金刚石制成预制件,然后把铜或铜合金置于预制件之上,在气体氛围保护中升高温度至铜或铜合金的液相线以上(约 1200℃),铜或铜合金熔体自发渗透到预制件中形成金刚石/铜复合材料。
Dong 等先将表面镀 Ti 的金刚石与聚乙烯醇混合并压制成预制件,再用 PLI 在 1250~1450℃ 高温下熔渗 30~150 min 得到 Dia/Cu,其相对密度最高为 99.3%,热导率最高为 385 W/(m·K)。Chung 等利用 PLI 在 1100℃ 下熔渗 30 min 制备了 Dia/Cu,通过引入 Ti 使复合材料热导率提高到 608 W/(m·K)。
无压熔渗条件简单,操作方便,最易于实现,但对基体与增强相之间的润湿性要求高,且在预制件制备过程中加入的粘结剂无法完全清除,这降低了基体的热导率,增大了界面热阻。当金刚石体积分数较高时,熔融态的铜不能自发地完全填充金刚石的间隙,而压力熔体浸渗法可以通过外部压力促进熔体对空隙的填充。
压力熔体浸渗法(PI) 是指在渗透过程中加入外力促进渗透并在压力作用下凝固制备复合材料的方法。与无压熔渗相比,压力熔渗制备 Dia/Cu 所需时间短、效率高,制备的Dia/Cu 致密度高,Zhao 等通过 PI 在 1200℃、80 MPa 下熔渗 3 min 制备了 Dia/Cu,发现金刚石表面镀 Cr 可以优化Dia/Cu 的界面结合,使复合材料的致密度提高至 99.6%,抗拉强度提高至 146 MPa。Fan 等用 PI 在 1200℃ 下熔渗3 min制备了 Dia/Cu,研究了铜基体中不同质量分数(0.1%~0.5%)的 B 对 Dia/Cu 的热导率的影响,发现热导率与碳化物厚度及分布相关,当铜基体中 B 质量分数为 0.3%时,Dia/Cu 的热导率为 711 W/(m·K)。
Wang 等先通过真空微蒸镀在金刚石表面镀 Cr,再通过 PI 在 1150℃ 下制备复合材料,其热导率可提升至 810 W/(m·K)。Li 等通过同样的方法在1150℃ 下熔渗 30 min 制备 Dia/Cu,发现当 ZrC 过渡层的厚度约为 400 nm 时,Dia/Cu 的热导率最高为 930 W/(m·K),热膨胀系数为 5.2×10-6 K-1,实现了高 TC 和低 CTE 的有效结合。随后 Li 等研究了 Ti 含量与 Dia/Cu 的热导率的关系,发现过渡层 TiC 的存在显著提高了界面的导热性能,随着 Ti 含量(质量分数 0.3%~2.0%)的增加,Dia/Cu 的热导率先增后减,当 Ti 质量分数为 0.5%时,热导率最高可达 752 W/(m·K)。
压力浸渗是一个较为复杂的过程,增强体预制件的制备、基体的熔炼、浸渗过程中气体的流动以及基体的凝固对样品的性能都有很大影响,采用该方法对石墨模具的设计、烧结参数的控制和烧结设备的选择要求较高。同时,金刚石在常温下是碳的亚稳态,在高温环境下(>900℃) 易发生石墨化转变。因此,在保证界面结合的同时,有效降低反应温度是制备具有优异综合性能 Dia/Cu 的关键。
前文介绍的不同制备方法得到的复合材料的热导率如图 4 所示,可以看出高温高压法和压力熔体浸渗法制备的复合材料热导率高,这说明无论哪种方法制备的高导热复合材料都离不开与其相适应的压力。而真空热压烧结和放电等离子烧结在制备复合材料中受到模具抗压强度的限制,使得其热导率相对较低,耐高温、高强度烧结磨具的开发与选择将是真空热压烧结和放电等离子烧结未来的研究方向之一。以上介绍的各种制备高导热 Dia/Cu 的技术都各有优缺点,研究者需要从实际出发选择合适的制备方法,优化工艺,降低成本,改善 Dia/Cu 的界面结合。
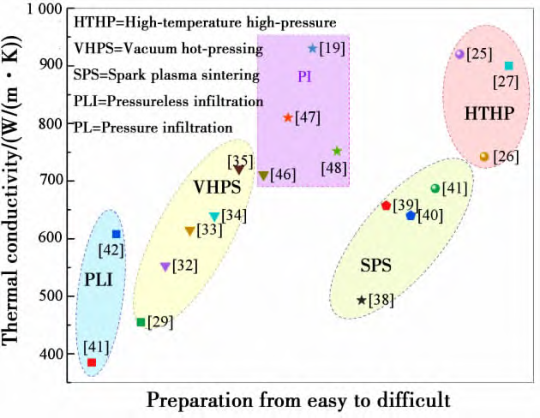
图 4 不同制备方法制备的复合材料的热导率
2.金刚石/铜复合材料的界面调控
金刚石与铜之间界面能高、浸润性差的问题在降低 Dia/Cu 的力学性能的同时还严重降低了其导热性能。提高Dia/Cu 性能的关键在于优化界面结合、减小界面空隙、减小界面热阻。目前,除了前文所述的各种烧结方法外,就是在Dia/Cu 界面处引入与金刚石和铜均有较好结合能力的过渡层。通常采用的方法有铜基体合金化(Alloy the copper matrix,ACM) 和金刚石表面金属化( metallize the diamond surface,MDS)两类。
2.1 铜基体合金化调控金刚石/铜界面
铜基体合金化(ACM) 是在铜中掺杂少量活性元素(如Ti、B、Cr、Zr 等)来改善 Dia/Cu 界面浸润性、优化界面结合。铜基体合金化的主要方法有合金熔炼法 ( Alloy smelting,AS)、气体雾化法(Gas atomization,GA)等。合金熔炼(AS)是将金属和添加材料放入加热炉中熔化,使其发生物化变化、形成合金的过程。
Weber 等先通过AS 制备了 Cu-B、Cu-Cr 合金,再通过压力熔体浸渗法制备Dia/Cu,研究发现当 B 或 Cr 的含量接近其碳化物形成所需的极限时,Dia/Cu 的热导率提高,热膨胀系数减小。当 B 的原子分数为 2.5%时,Dia/Cu 的 TC 为 700 W/(m·K),CTE为(6~7)× 10-6 K-1;而当 Cr 的原子分数为 0.1%时,Dia/Cu的 TC 为 600 W/(m·K),CTE 为 10×10-6 K-1,且 Cr 的加入使得 Dia/Cu 在 1150℃ 时的润湿角从 130°减小到了 40°,优化了界面结合。
Li 等采用同样的方法制备了过渡层为 Zr (Zr 的质量分数为 0%~1.0%)的 Dia/Cu,发现当 Zr 的质量分数为 0.5%时,Dia/Cu 的热导率最大为 930 W/(m·K),形成的 ZrC 过渡层均匀完整,最佳厚度约为 400 nm。合金熔炼法简单,但通常制备的块状铜合金主要用于液相浸渗。气体雾化法(GA) 是通过高压气流将液态金属( 合金)挤压成液滴,迅速凝结成粉末的方法,常用于制备铜合金粉末。
Schubert 等先用 GA 制备了 Cu-Cr 合金粉(Cr 的质量分数为 8%),再通过 SPS 烧结制备 Dia/Cu,其 热 导 率 为640 W /(m·K)。层厚约 100 nm 的 Cr3C2 过渡层均匀连续,增加了界面结合,提高了复合材料的强度和热学性能。
Rosinski等使用相同的技术制备了含 Cr 质量分数相同(8%)的 Dia/Cu,过渡层厚度约为 50~200 nm,结果表明 Cr 是一种良好的过渡层材料。Grzonka 等继续研究了金刚石不同晶面上 Cr3C2 的形态、含量和石墨化程度。结果表明,金刚石表面部分被碳化铬覆盖,{111}晶面平均覆盖率约 43%,{100}晶面平均覆盖率约 31%,且铬对金刚石{100}晶面的石墨转化有强烈的催化作用。GA 可雾化大多数金属及合金,工艺成熟,成粉率高,但其喷嘴的结构复杂,所制得的粉末性能难控。
铜基体合金化引入的合金化元素能够在金刚石表面形成碳化物过渡层,改善 Dia/Cu 的润湿性,填充界面间隙,优化界面结合,提高热学性能。碳化物层的厚度可通过活性元素的掺杂量来控制。但是,添加的各种碳化物形成元素若残留在基体中,在热量传递时会增大声子散射,降低铜基体的热导率,进而降低 Dia/Cu 的导热性能。
因此,在选择掺杂合金元素来提高热导率时,要选用易被金刚石碳化且与铜润湿性好的元素,注意避免导热性能差、在基体中扩散严重的元素;同时要注意把控合金元素的用量,使得碳化物层薄且均匀以减小界面热阻,避免合金化元素加入量过少引起的碳化物层不连续、添加量过多导致的过渡层过厚或者在铜基体中残留过多等问题。与 ACM 相比,金刚石表面金属化是在烧结前预处理金刚石,可以有效预防合金元素不足或残留在铜基体中等所引起的 Dia/Cu 导热性能降低的问题。
2.2 金刚石表面金属化调控金刚石/铜界面
金刚石表面金属化(MDS)是对金刚石进行预先处理,使金刚石表面与易和碳发生反应的元素(如 Ti、W、Cr、Mo 等)反应生成连续致密的碳化物和活性元素镀层的过程。MDS 的方法有化学镀法(Electroless plating,EP)、离子溅射法(Ion beam sputtering,IBS)、磁控溅射法(Magnetron sputtering,MS)、真空微蒸镀法(Vacuum micro evaporation plating,VMEP)、粉末覆盖烧结法(Powder covered sintering,PCS)、盐浴法( Salt bath coating,SBC)和溶胶凝胶法(Sol-gel coating,SGC)等。
化学镀(EP)是在无外电源、有强还原催化剂(Ni、Co 等)作用的情况下,在被镀表面利用化学还原反应控制金属沉积的过程。EP 前,一般要对金刚石表面进行清洁、催化、刻蚀、敏化、活化等预处理。Niazi 等在金刚石颗粒表面化学镀铜,研究了镀液成分、预处理条件对沉积效率、镀层均匀性、镀层表面形貌等的影响,得出了最佳的化学镀铜工艺。化学镀的应用不广泛,主要是因为 EP 的金属沉积是物理包裹过程,导致金刚石与镀层没有实现冶金结合;且 EP 过程中引入的强还原性的催化剂会促进金刚石的石墨化。化学镀在Dia/Cu 中的应用还需要进一步研究。
离子溅射(IBS)是在真空容器中引入微量的惰性气体或空气分子,使其在电场作用下被电离,产生的等离子体轰击金属靶材表面,溅射出靶材原子并沉积到金刚石表面的过程。离子溅射法制备的膜层易附着在金刚石表面,但也特别容易将离子轰击到膜层中从而影响其性能,利用离子溅射给金刚石表面镀膜的研究很少。
磁控溅射(MS) 的原理与离子溅射大体相同,但是磁控溅射引入的磁场可以控制阴极靶材附近电子的运动,电离出更多的气体离子轰击靶材,提高效率的同时避免离子轰击到金刚石表面。
Yang 等采用磁控溅射法在金刚石颗粒上制备了厚度约为 35~130 nm 的光滑致密的 W 镀层,改善了复合材料的界面结合。当镀层厚度为 45 nm 时,采用熔体浸渗法制备的金刚石/铝复合材料的热导率为 622 W/(m·K)。
利用溅射对金刚石表面进行金属化处理,可精确控制得到的镀层厚度,但是得到的金刚石颗粒各表面的膜层分布不均匀。为确保镀层与金刚石的结合,一般需要在真空(气氛)炉中处理溅射后的金刚石,使金刚石与镀层反应生成碳化物,反应温度、时间等都要准确控制,这增加了表面过渡层成分和厚度精确控制的难度。
真空微蒸镀法(VMEP)是在真空容器中,通过加热金属使其气化逸出的原子与金刚石表面发生反应凝结生成膜层的过程。Ren 等先通过 VMEP 控制镀层成分和厚度,对金刚石表面镀覆 Ti、Cr,再用 SPS 制备 Dia/Cu,其热导率最高为 657 W/( m · K),对应的镀层最佳厚度为 600~900 nm。
VMEP 工艺简单、条件易控,成膜纯度高、均匀度好,镀膜温度相对较低,损伤小,成本低,也适用于 W、Ti、Cr、Mo 等碳化物形成元素的镀覆。但 VMEP 设备复杂、维护费用高,且蒸镀的直射表面镀覆完整,背面镀覆却不充分,在与铜结合时会形成界面缺陷,影响材料的热物性。
粉末覆盖烧结(PCS) 是直接将金属或金属化合物与金刚石颗粒混合,在真空或惰性气氛高温炉中使其发生扩散反应形成碳化物层的过程,也称扩散法镀膜。Bai 等采用PCS 法在金刚石表面镀覆 B 和 W,研究了预处理温度和碳化物形成元素对 Dia/Cu 组织和热导率的影响,当在金刚石表面镀覆 B 的预处理温度为 1040℃ 时,其热导率可达 660 W/(m·K)。
Abyzov 等通过 PCS 在 900~1100℃ 下对金刚石表面进行镀 W 处理,研究了镀层成分 ( W-W2C-WC)、厚度(5~500 nm)、粗糙度以及杂质对熔渗过程中润湿性和复合材料热导率的影响,结果表明当过镀层厚度为110~250 nm 时,Dia/Cu 的热导率为 900 W/(m·K)。
PCS 法是一种非常实用的镀膜方法,条件简单,操作方便,镀覆率高。但是镀覆时反应温度高、时间长,易使金刚石石墨化而损伤金刚石,降低其导热性能;且镀覆后金刚石颗粒与金属粉末难分离。
盐浴(SBC)是在真空或保护气氛的高温环境下,金属粉末和金刚石表面在熔融盐中反应成膜的过程。Kang 等以MoO3 为反应物,通过 SBC 在 900~1100℃ 下反应 60 min,在金刚石表面生成了连续、致密的 Mo2C 膜,研究了 Mo2C 层的形成机理,再通过压力熔渗法制备了 Dia/Cu,其热导率可达 596 W/(m·K)。
Kang 等继续采用此方法在金刚表面制备了连续致密的 WC 膜,研究了 WC 过渡层物相与厚度随熔盐温度的变化规律,再通过压力熔渗法制备了 Dia/Cu,其最大热导率可达 658 W/(m·K)。
Molina-Jordá 通过 SBC 在金刚石表面制备了 160 nm 厚的 TiC 膜,再使用压力熔体浸渗法制备了金刚石/镁复合材料,其热导率最高可达 716 W/(m·K)。
通过 SBC 制备的镀层与金刚石的冶金结合、界面结合好,且工艺简单,效率高,成本低,但 SBC 会引入熔盐成分中的杂质元素,且 SBC 在高温下进行,金刚石易石墨化。目前,有关研究表明,KCl-NaCl 的混合盐体系在 657℃ 即可熔化,可有效避免金刚石的石墨化,保持金刚石的导热性能,混合盐体系将使得化学反应更容易实现。
溶胶凝胶(SGC)是将配置的悬浊液经反应形成溶胶,然后经过陈化、缩聚形成三维网状结构凝胶,再加入金刚石混合进行镀层的过程。
Tan 等使用 SGC 法在金刚石表面镀 W,再结合真空热压烧结法和放电等离子烧结法制备金刚石/铝复合材料,研究了纳米层的微观结构及其对材料热性能的影响。结果表明,具有树枝状形貌的 200 nm 厚的 W 纳米层改善了金刚石与铝的界面结合,提高了界面热导率,对应的复合材料热导率可达到 599 W/(m·K)。溶胶凝胶法镀膜,在合适的工艺条件下,所得膜层厚度薄、分布均匀,无需专门镀膜设备,操作简单方便,且对不规则的金刚石颗粒尤其适宜,但溶胶凝胶的性质会影响成膜的厚度、均匀性,降低材料的导热性能。
金刚石表面金属化添加的活性元素在热处理过程中易与金刚石表面发生键合反应,形成的过渡层与铜具有良好浸润性,同时还能优化界面结合,提高材料的性能。此外,预镀层在制备复合材料的高温烧结过程中可以保护金刚石,减少金刚石的损伤,该方法是一种有效、可控的 Dia/Cu 界面优化方法。金刚石表面金属化要选择易与金刚石表面发生碳化、与铜润湿性好但不与铜固溶、物质本身及其碳化物热导率相对较高的元素。
本文介绍的使用不同界面调控方法制备金刚石/铜的复合材料的热导率如图 5 所示,Dia/Cu 的热导率与界面调控的方法和镀层元素的种类密切相关。无论是哪种界面调控工艺,碳化物形成元素 ( Ti、B、Cr、Zr、W、B、Mo 等) 都有提高Dia/Cu 热导率的潜力。这些元素与金刚石表面反应生成的过渡层可以改善 Dia/Cu 界面的润湿性和结合性,提高热导率。
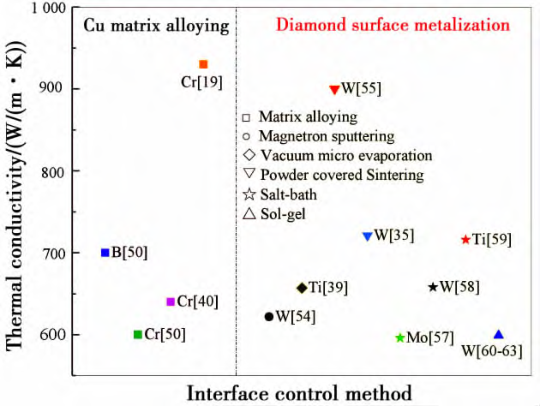
图 5 不同界面调控方法制备的复合材料的热导率
但是,金刚石/铜复合材料的实际热导率一般都小于理论值,这主要是因为实际生产中 Dia/Cu 的界面结合未能达到理想状态,碳化物的组成、连续性、厚度等都未实现精准控制。
金刚石和铜之间碳化物的物相组成复杂,镀层金属一般为变价金属,从金刚石到铜,碳含量逐渐减少,镀层的物相会发生渐变,其热导率和界面热阻也会随之变化;碳化物层在界面处不连续,会导致金刚石与铜之间存在空隙,降低复合材料的热导率;碳化物层厚度过薄,界面结合弱;厚度过厚,会产生额外界面热阻;且碳化物层的存在会隔断金刚石-金刚石的高导热通道,降低复合材料的热导率。
研究者应结合实验条件选择合适的界面调控方法展开相关研究,注意分析并解决上述问题。
3 结语与展望
金刚石/铜复合材料具有高的导热系数、与半导体材料相匹配的热膨胀系数,在军工、集成电路、5G 通讯和新能源汽车等领域具有广阔的应用前景。国内北京科技大学、上海交通大学、天津大学、北京有色金属研究总院、中南大学、哈尔滨工业大学、湖南大学等高校和研究院所相关课题组对金刚石/铜复合材料进行了大量的研究,但国内主要是为实验室或小批量的产品供货,市场没有稳定形成,这主要是因为批量生产需要更加稳定的生产工艺。
未来高导热金刚石/铜材料的研究应重点关注以下几个方面:
(1) 高温高压条件下的金刚石-金刚石骨架结构的研究,调整工艺保证金刚石不被石墨化的同时金刚石间可以团聚成键,形成更多高效率的金刚石-金刚石导热通道,提升复合材料的导热性能。
(2) 关注对过镀层的研究,无论是哪种制备工艺,过镀层对复合材料热导率的提升至关重要。金刚石与铜之间的过镀层要连续致密、薄且均匀、热阻小。
(3)从微观纳米尺度对复合材料进行设计-优化,揭示纳米尺度下各因素(特别是界面结合)对复合材料热导率的作用机制及影响规律。
(4)生产成本同样重要,目前报道的金刚石/铜复合材料的导热性能已经远领先于应用,其主要原因是成本问题。未来,应关注如何使用工业级的原料、设备来制备高性能导热材料。
来源: 材料导报
原文信息
作者: 郭靖,孟永强,孙金峰,张少飞
单位:河北科技大学材料科学与工程学院,河北省柔性功能材料重点实验室
原文:DOI: 10. 11896/cldb. 20090233